
This story has appeared in “The Machinist” magazine May 2019 issue.
Artificial Intelligence (AI) in Manufacturing domain is pretty much where Digitization was about 10–15 years ago. Very few people are actively doing anything with it, few folks have it on presentation slides and most people want to go with it but don’t know where to start. This is not just the story in India but also a global one. As manufacturing companies are starting to see value from digitization, AI brings the promise to increase that value exponentially. As per the National Artificial Intelligence strategy drafted by NITI Aayog — the manufacturing industry is expected to be one of the biggest beneficiaries of AI based solutions, thus enabling the ‘Factory of the Future’. In my mind, digitization is just the first step with basic return on investment through automation. AI is where the true value lies for factories with potential to revolutionize their end to end process from inventory management, operations, maintenance, quality and logistics. In US and China due their aggressive AI strategy many industries including manufacturing have started seeing huge productivity and efficiency boosts. In short, your digitization journey is incomplete without AI and now is a better time than ever to draft your AI strategy.
Most of us have heard stories about AI and some of the cool applications but have difficulty applying it to our domain. AI applications have been on a rise in recent years and so have the news stories hyping it. From voice-enabled assistants to self-driving cars to automated photo tagging to facial recognition to unlock phones — AI seems to be the headline story. There also has been news of some unthinkable outcomes of AI — like an AI that writes poetry or draws paintings — which was in fact auctioned out for $420,000 at Christies. There has also been some negative press for AI with concerns of job loss and stories like AI will take over the world and harm humans. I am sure this has made everyone very curious of what AI can and cannot do. Let’s try to sort through the facts and talk about the role of AI in manufacturing specifically for India.
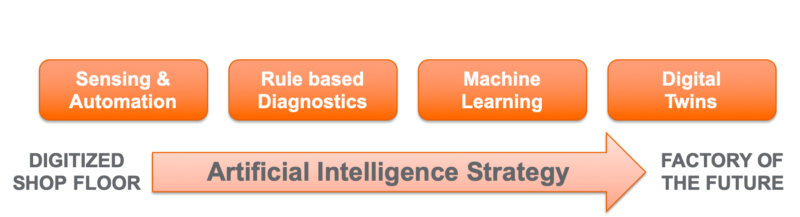
AI is basically a technology that makes computers think and reason like human beings. There are several sub-areas of focus in AI like robotics, computer vision, natural language processing, knowledge-based engineering — but ultimately the objective is to make computers think with data. This is the key differentiator for AI — we don’t explicitly tell the computer what to do — it decides for itself using what it has learnt from “experience”. Thanks to the Digitization wave, our factories are collecting huge volumes of data — of several different variety like sensor readings, text entries, video feeds from cameras, advanced sensors like acoustic and infrared, etc. We collect gigabytes and terabytes of data and often it resides untouched in our databases or data lakes. Many organizations don’t know what to do with all this data and how to convert this into actionable insights. They know that this data is valuable but do not have tools to extract useful insights from it — this is exactly what AI tries to solve for you. Figure below shows how a solid AI strategy can help guide you from digitization to the factory of the future. Core digitization and rule-based analytics will give you better insights from the shop-floor. However, using Machine Learning and Digital Twins you will be able to extract these insights from data and get a foresight of your factory. This foresight will help you plan operations and maintenance better and improve the overall effectiveness of your plant assets. Let’s see how.
Most people see AI as rows of industrial robots on a shop floor. Robotics is definitely a major category of AI and lot of work is happening here. Industrial robots can automate time consuming tasks that require high accuracy. Also, certain operations which are unsafe for humans should be transitioned to robots. India has shown a steady increase in robot units as per International Federation of Robotics (IFR), with the automobile sector contributing to more than 50% of the numbers. However, compared to Asian countries like China and Japan, the relative robot units in factories is considerably low for India — 3 robot units per 10,000 employees as compared to 68 for China. (Source: https://ifr.org/ifr-press-releases/news/robot-density-rises-globally).
AI goes way beyond robotics. There are several areas where AI can greatly help manufacturing. The strength of AI is a rich set of specialized algorithms that can find unique patterns in data which are extremely difficult for humans to see even with best charting tools. One of the key AI techniques that has shown big benefits in this area is called Machine Learning (ML). ML can look at large volumes of data and extract actionable insights. The data may be in form of sensor readings (time-series), text entries, audio samples, images or video streams — ML can be used to extract valuable knowledge from it.
Using ML plant managers can use demand forecasting to plan production efficiently based on the anticipated orders. Technologies like neural networks and fuzzy logic work on several data sources like operation history, usage patterns and weather data to predict the demand and even allow what-if scenarios to be done to evaluate multiple options. Similarly, ML can help factories with inventory management to plan their supply and delivery cycles. Many global logistics firms are actively using AI for route planning as well as some interesting experiments like drone-based supply deliveries. ML can help factories move from routine and preventive maintenance towards a solid predictive maintenance strategy. Using sensor data from critical equipment, a prediction of asset health and remaining useful life can be made. We can use this information to plan our scheduled maintenance cycles so we can make maximum utilization of these assets. Another area where AI can greatly help the factory floor is visual inspection. As industrial cameras are getting cheaper we could use these live video feeds to detect incidents like fire in the plant. We could use cameras and AI algorithms to inspect parts and improve quality. Also using special types of sensors like acoustic and vibration probes we can monitor the vibration of equipment. We can use AI algorithms to identify signatures of failure much before the equipment actually fails — giving us enough time to inspect and fix.
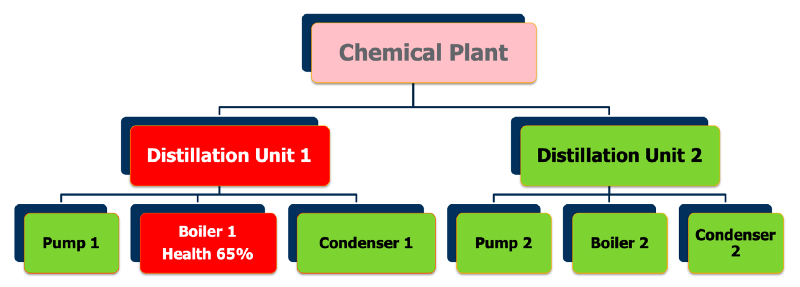
After machine learning the next maturity level for your AI strategy is commissioning digital twins for the factory assets. Digital twins are data-driven models specific to individual assets which keep learning from new data and update themselves. They can provide the latest and up-to-date status of your asset. As shown in figure 2 below, a digital twin-based hierarchy of the plant can help plant managers quickly identify and resolve issues. Here the health is a twin metric that keeps getting calculated by AI based on new sensor data. We can also ask specific questions of these twins to help plan our operations better by running many what-if scenarios in parallel and selecting the best one.
Many people appreciate the value of AI but don’t really know how to get started on the AI journey. My advice would be to start small and define a limited proof-of-concept with significant outcomes. Ideally this should be in an area where you already have significant historical data and engage a data science team (internal or external) to start analyzing this. Key thing will be to clearly define the expected outcome or goal for the AI solution and have some real data to verify the same. Hopefully a quick-hit solution like visual inspection will help you appreciate and drive an AI strategy across your factory floor.
Interested in learning more about how AI can help your manufacturing environment? Talk to our expert now!














